Professional performance and reliable technical solutions are essential for modern industrial applications. Our focus remains on delivering high-quality results that meet international standards, ensuring efficiency and durability across all project phases.
Key Features and Technical Advantages
✓
Advanced Material Selection: Utilizing premium-grade components to ensure long-term stability and resistance to environmental wear.
✓
Precision Engineering: Every detail is calculated to provide maximum output with minimal energy consumption.
✓
Compliance & Safety: Fully compliant with global industry regulations and safety protocols.
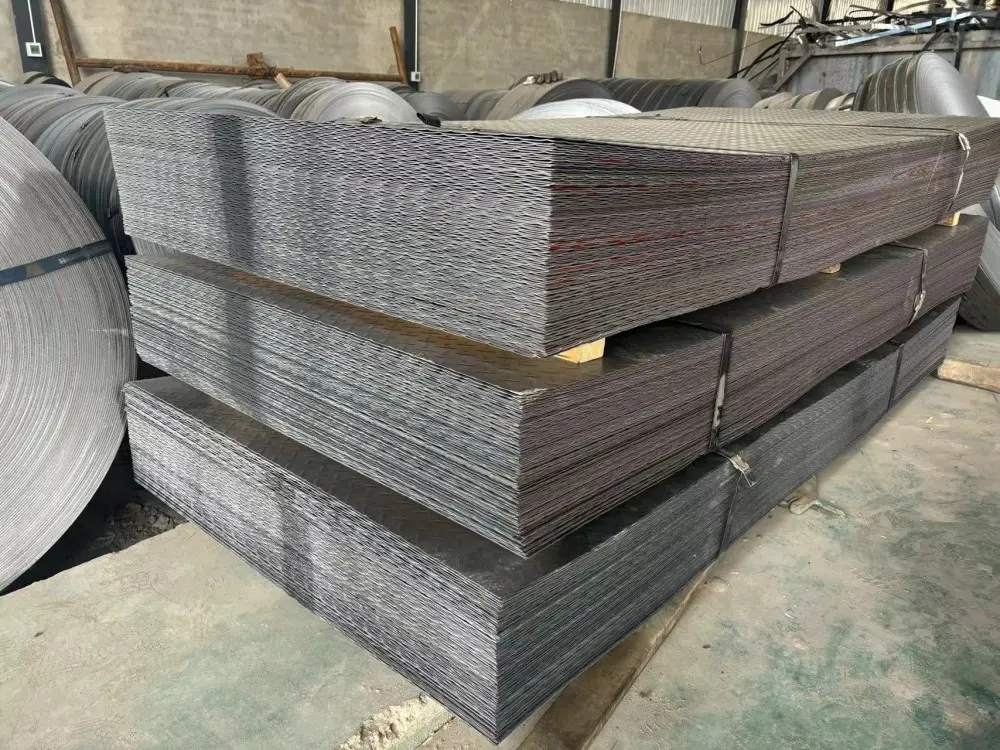
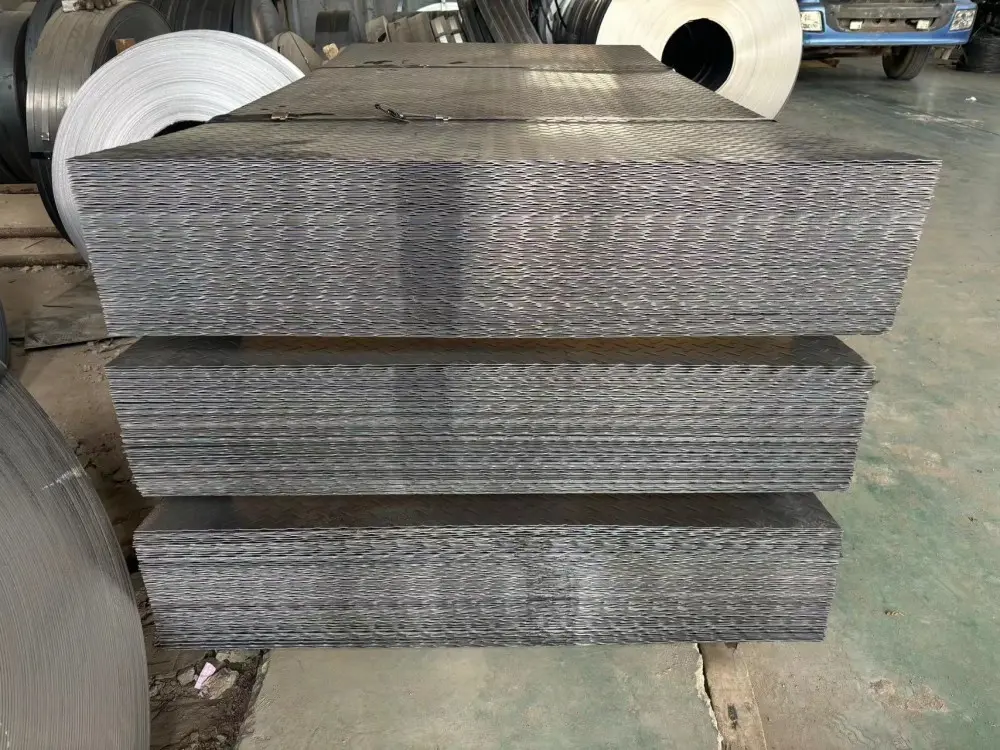
1Performance Demonstration
The integration of smart technology allows for real-time monitoring and seamless operation. Below are visual representations of the equipment in various operational environments, showcasing its versatility and robust design.
2Operational Excellence
Efficiency is at the core of our technical approach. By optimizing internal workflows and hardware architecture, the system achieves a significant reduction in operational downtime.
Application Scenarios
From heavy manufacturing to specialized precision laboratories, the adaptability of these solutions makes them ideal for a wide range of sectors. The video below demonstrates the ease of integration into existing infrastructures.
Frequently Asked Questions
What are the primary benefits of this technical solution?
The solution offers enhanced efficiency, reduced maintenance costs, and full compliance with international industrial standards, making it a reliable choice for long-term operations.
Is this equipment compatible with existing systems?
Yes, it is designed with a modular architecture that allows for seamless integration with most standard industrial frameworks and control systems.
What kind of maintenance is required?
Minimal maintenance is required due to the high-grade materials used. Regular inspections are recommended annually to ensure peak performance levels.
Does the system support remote monitoring?
Yes, the system includes integrated smart sensors that enable real-time data tracking and remote monitoring via a secure interface.
What is the expected lifespan of the components?
Under standard operating conditions, the core components are engineered to last over 10 years with proper routine care and handling.
Are there specialized configurations available?
Different configurations can be selected based on specific environmental requirements, such as high-temperature or high-pressure settings.